Los agitadores son dispositivos esenciales en una amplia gama de industrias, desde la química hasta los tratamientos de agua y la alimentaria. Estos equipos son responsables de mezclar, homogeneizar y agitar líquidos y suspensiones en recipientes o tanques. Si bien hay varios componentes clave en un agitador, uno de los aspectos más críticos es la forma en que las hélices se unen al eje. En este artículo, exploraremos la importancia de esta unión y discutiremos algunas de las técnicas comunes utilizadas para asegurar la conexión.
El papel de las hélices en los agitadores:
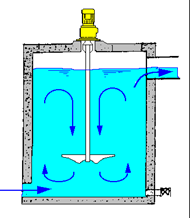
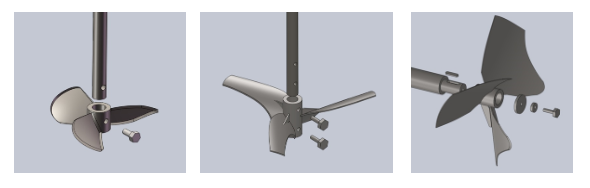
Las hélices son componentes esenciales en los agitadores, ya que son las responsables de crear el movimiento de agitación necesario para lograr una mezcla efectiva. Las hélices pueden variar en tamaño, forma y diseño según la aplicación específica del agitador. Algunas de las formas comunes incluyen hélices de perfil delgado que son las más evolucionadas.
La importancia de la unión adecuada:
La conexión adecuada entre las hélices y el eje del agitador es crucial para garantizar un funcionamiento seguro y eficiente. Una unión deficiente puede resultar en vibraciones excesivas, desgaste prematuro de los componentes y, en casos extremos, la separación completa de la hélice del eje, lo que puede provocar daños significativos al equipo y riesgos para la seguridad.
Técnicas comunes de unión de hélices y ejes:
Existen varias técnicas utilizadas para unir las hélices a los ejes en los agitadores, y la elección de la técnica adecuada depende de factores como el tamaño de la hélice, el tipo de agitador y las condiciones de operación. A continuación, se presentan algunas de las técnicas más comunes:
1. Chavetas y pasadores: Esta técnica implica el uso de chavetas o pasadores para asegurar la hélice al eje. La chaveta es una pieza de metal que se inserta en una ranura en el eje y en la hélice, evitando el deslizamiento relativo. Los pasadores, por otro lado, son pernos cilíndricos que se insertan a través de agujeros en el eje y la hélice para mantenerlos unidos.
2. Soldadura: En algunos casos, se puede utilizar soldadura para unir permanentemente la hélice al eje. Esto se realiza calentando los extremos del eje y la hélice y luego fusionándolos mediante soldadura. La soldadura proporciona una conexión robusta, pero puede ser más difícil de desmontar y puede requerir equipo y habilidades especializadas.
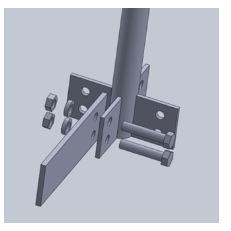
3. Sistemas de sujeción mecánica: Estos sistemas utilizan elementos de sujeción mecánica, como tuercas y pernos, para unir la hélice al eje. Las tuercas y pernos se aprietan firmemente para asegurar una conexión segura. Este enfoque ofrece la ventaja de facilitar el desmontaje y el reemplazo de las hélices.
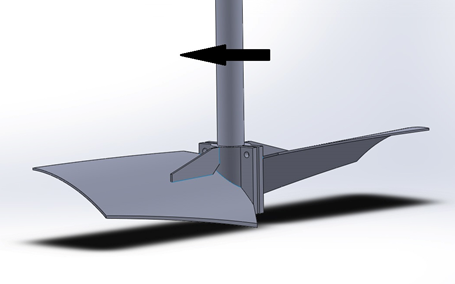
Esta unión se puede hacer por fricción y permite poder desplazar la helice a lo largo del eje
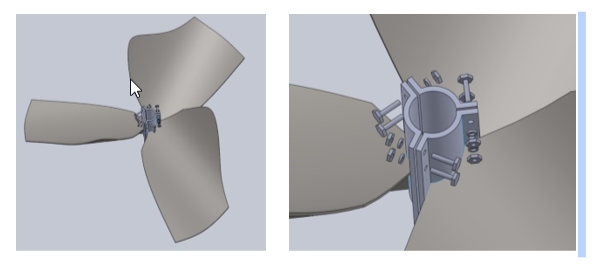
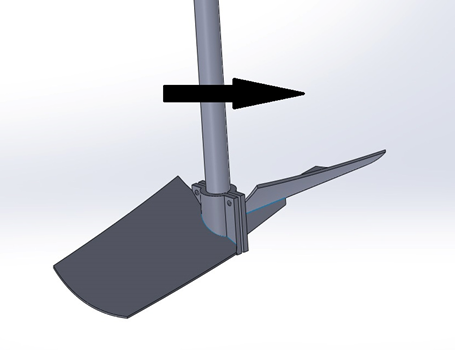
y la otra es atornillada a unas orejetas.
Conclusión:
La forma en que las hélices están amarradas al eje en un agitador desempeña un papel crucial en su rendimiento y seguridad general. La elección de la técnica adecuada para asegurar la conexión depende de varios factores y debe tenerse en cuenta durante el diseño y la instalación del agitador. Al mantener una unión sólida y confiable entre las hélices y los ejes, los agitadores pueden funcionar de manera eficiente y brindar resultados óptimos en una amplia gama de aplicaciones industriales.