En G&G Ingenieros un año más acabamos de finalizar la auditoría anual de seguimiento de la norma ISO 9001. Este proceso representa un hito importante en nuestro camino hacia la mejora continua, permitiéndonos evaluar la eficacia de nuestro Sistema de Gestión de Calidad y asegurarnos de que cumple con los más altos estándares. La norma ISO 9001 nos ha brindado un marco sólido para optimizar nuestros procesos internos, enfocándonos en la satisfacción del cliente, la eficiencia y la mejora continua. A través de su implementación, hemos logrado: Mejorar la comunicación y la colaboración entre los diferentes departamentos. Reducir errores y costes gracias a la optimización de procesos. Aumentar la satisfacción del cliente mediante la entrega de productos y servicios de alta calidad. Fortalecer nuestra cultura organizacional basada en la responsabilidad y la mejora continua.
La agitación industrial es un proceso fundamental en la fabricación de jabones. Se utiliza para:
1. Mezclar los ingredientes:
Fase oleosa: aceites, grasas, mantecas.
Fase acuosa: agua, sosa cáustica (NaOH) o potasa cáustica (KOH).
Aditivos: fragancias, colorantes, conservantes.
La agitación crea un movimiento turbulento que facilita la homogeneización de las fases y la formación de una mezcla homogénea. Esto es crucial para obtener un jabón con las propiedades deseadas, como textura, color y aroma.
2. Acelerar la saponificación:
La saponificación es la reacción química entre las grasas y los álcalis que produce el jabón. La agitación aumenta la superficie de contacto entre las fases, lo que acelera la reacción y reduce el tiempo de producción.
3. Controlar la viscosidad:
La viscosidad del jabón depende de la temperatura, la concentración de los ingredientes y el tipo de agitación. La agitación permite controlar la viscosidad del jabón durante su fabricación, lo que es importante para obtener la textura deseada en el producto final.
4. Favorecer la incorporación de aire:
En algunos casos, se desea incorporar aire al jabón para obtener una textura más espumosa. La agitación con hélices puede ayudar a incorporar aire a la mezcla durante la fabricación.
El diseño del agitador debe tener en cuenta varios factores, como la viscosidad del jabón, la velocidad de agitación deseada, la cantidad de aire que se desea incorporar y el tamaño del tanque.
Materiales:
Los agitadores para la fabricación de jabones se suelen fabricar de acero inoxidable, un material resistente a la corrosión y a las altas temperaturas.
Consideraciones adicionales:
La velocidad de agitación debe ser controlada para evitar la formación de espuma excesiva. Esto puede evitarse en los agitadores de velocidad lenta con un segundo móvil cerca de la superficie que produzca el movimiento superficial suficiente para destruir la espuma.En general, conviene que sea un agitador aspirante, es decir, que lance el flujo hacia la superficie, para evitar la introducción de aire. Otro agitadores especiales para la rotura de espumas, giran muy lentamente con un móvil «barredor» de la espuma y lamiendo la superficie del líquido.
La agitación debe ser continua durante todo el proceso de fabricación para evitar la separación de las fases.
Es importante limpiar y desinfectar el agitador después de cada uso para evitar la contaminación del jabón.
Desde G&G INGENIEROS nos sumamos a las celebraciones del día Mundial del Agua. Estamos orgullosos de nuestra contribución a mejorar la calidad de vida de millones de personas con nuestros agitadores que son ampliamente usados en distintos procesos de tratamiento de agua, tales como la depuración, el tratamiento de agua bruta o la desalinización. El día Internacional del Agua se celebra desde el año 1993, a nivel internacional. La efemérides fue establecida por la ONU para dar visibilidad a este vital elemento en el calendario mundial.
En G&G Ingenieros nos encontramos inmersos en la preparación para la auditoría anual de seguimiento de la norma ISO 9001. Este proceso representa un hito importante en nuestro camino hacia la mejora continua, permitiéndonos evaluar la eficacia de nuestro Sistema de Gestión de Calidad y asegurarnos de que cumple con los más altos estándares. La norma ISO 9001 nos ha brindado un marco sólido para optimizar nuestros procesos internos, enfocándonos en la satisfacción del cliente, la eficiencia y la mejora continua. A través de su implementación, hemos logrado: Mejorar la comunicación y la colaboración entre los diferentes departamentos. Reducir errores y costes gracias a la optimización de procesos. Aumentar la satisfacción del cliente mediante la entrega de productos y servicios de alta calidad. Fortalecer nuestra cultura organizacional basada en la responsabilidad y la mejora continua. En esta ocasión, contamos con el asesoramiento de Daniel Ortega Extremiana de ASERTEK GESTION, S.L., una empresa líder en consultoría y formación especializada en ISO 9001. Su experiencia y conocimiento nos han permitido fortalecer nuestro sistema de gestión y prepararnos de manera efectiva para la auditoría. Estamos seguros de que, gracias al compromiso de nuestro equipo y al apoyo de Asertek, superaremos con éxito la auditoría y continuaremos avanzando en nuestro camino hacia la excelencia.
La industria agrícola siempre ha estado en evolución y, con la aparición de nuevas tecnologías y técnicas modernas, sigue haciéndolo a un ritmo exponencial. Una tecnología emergente que está teniendo un profundo impacto en el sector es el uso de agitadores industriales en la producción de fertilizantes. Estos agitadores desempeñan un papel crucial en el proceso de fabricación de fertilizantes, mejorando la eficiencia del proceso y garantizando un producto de alta calidad.
¿Qué son los agitadores industriales?
Los agitadores industriales son máquinas que se utilizan para mezclar, homogeneizar y suspender sólidos en fluidos. Pueden tener distintas formas y tamaños, y emplearse para diversos fines, desde la creación de mezclas hasta la reducción del tamaño de las partículas. Su función principal es mover y mezclar eficazmente los materiales para producir un resultado deseado.
¿Por qué se utilizan agitadores en la industria de los fertilizantes?
Los agitadores se utilizan cada vez más en la industria de los fertilizantes para mejorar la productividad general del proceso de fabricación. Son esenciales para la mezcla eficaz de los ingredientes necesarios para la creación del fertilizante, así como para evitar la formación de grumos y garantizar una distribución uniforme de los ingredientes.
Además, los agitadores también pueden utilizarse para controlar la temperatura y la presión en el proceso de producción, garantizando así que el fertilizante resultante sea de alta calidad. El uso de agitadores permite controlar con mayor precisión la reacción química entre las materias primas, lo que permite obtener un producto más homogéneo y de mayor calidad en menos tiempo y con menos recursos.
¿Cómo se utilizan los agitadores en la industria de los fertilizantes?
Los agitadores se utilizan de diversas formas en la producción de fertilizantes. Por ejemplo, pueden utilizarse para mezclar las materias primas que entran en la composición de los fertilizantes, como compuestos de nitrógeno, fósforo y potasio. También pueden utilizarse para mezclar los aditivos que se añaden a los fertilizantes para mejorar sus propiedades o facilitar su aplicación.
Para obtener los mejores resultados, los agitadores suelen combinarse con otras tecnologías, como sensores de temperatura y presión, así como programación informática. Esto permite controlar con precisión las propiedades agronómicas y químicas del fertilizante, garantizando que el producto resultante sea de la máxima calidad.
¿Cuáles son los beneficios de utilizar agitadores en la industria de los fertilizantes?
La utilización de agitadores en la industria de los fertilizantes ofrece numerosas ventajas, como la mejora y la uniformidad de la calidad del producto, la reducción de los tiempos de producción y el menor uso de recursos. La utilización de agitadores permite controlar con mayor precisión la reacción química entre las materias primas, lo que da como resultado un producto más homogéneo y de mayor calidad.
Además, los agitadores pueden ayudar a reducir el tiempo necesario para producir el producto, ya que pueden mezclar los ingredientes necesarios en menos tiempo que los métodos tradicionales. Esto también puede reducir la cantidad de energía y recursos utilizados en el proceso, haciéndolo más rentable.
En Conclusión
El uso de agitadores industriales en la producción de fertilizantes es cada vez más frecuente a medida que el sector busca nuevas formas de mejorar la eficiencia y producir productos de mayor calidad. Los agitadores tienen numerosas aplicaciones en la industria de los fertilizantes, desde la mezcla de las materias primas hasta el control de la temperatura y la presión del proceso de producción. Por ello, la utilización de agitadores puede ofrecer numerosas ventajas, como la mejora y uniformidad de la calidad del producto, la reducción de los tiempos de producción y el menor uso de recursos.
Los fluidos son elementos esenciales en muchos procesos industriales y químicos. Conocidos por su capacidad de fluir y adaptarse a la forma de sus recipientes, los fluidos desempeñan un papel crucial en la agitación de mezclas, la suspensión de partículas y la distribución de reactivos. En este artículo, exploraremos los diferentes tipos de fluidos y su comportamiento, así como también cómo se estudian y utilizan en el campo de la mecánica de fluidos. En particular, nos centraremos en las aplicaciones de la mecánica de fluidos en el proceso de agitación, donde examinaremos sus propósitos y técnicas. Esto nos ayudará a comprender mejor las características y naturaleza de los fluidos y cómo son fundamentales en diversas industrias.
Características generales
Los fluidos, que incluyen tanto líquidos como gases, son sustancias que fluyen y toman la forma de su recipiente. Se consideran una forma de materia que se deforma continuamente bajo un esfuerzo de corte (tangencial) aplicado, por pequeño que sea. Esto los diferencia de los sólidos, que pueden resistir una fuerza aplicada y mantener su forma. La viscosidad de los líquidos, es decir, su resistencia a la deformación, es una característica importante que los distingue de los gases. Los líquidos tienen un volumen definido pero toman la forma de su recipiente, mientras que los gases no tienen ni forma ni volumen definidos. El comportamiento de los fluidos está gobernado por los principios de la dinámica de fluidos y la mecánica de fluidos, que son importantes en una amplia gama de aplicaciones industriales y científicas.
En cuanto a la clasificación de los fluidos, se pueden categorizar en dos tipos principales: fluidos newtonianos y no newtonianos. Los fluidos newtonianos, como el agua y la mayoría de los gases, tienen una viscosidad constante, independientemente del esfuerzo aplicado sobre ellos. Por otro lado, los fluidos no newtonianos, que incluyen ejemplos comunes como la salsa de tomate y la pasta de dientes, presentan una viscosidad variable dependiendo del esfuerzo aplicado u otros factores como la tasa de corte, la deformación dependiente del tiempo u otras condiciones de flujo. Comprender el comportamiento de estos diferentes tipos de fluidos es crucial en varios procesos industriales e investigaciones científicas.
Clasificación
Los fluidos se clasifican comúnmente según su comportamiento de flujo y su respuesta al esfuerzo aplicado. Los fluidos newtonianos, nombrados en honor a Sir Isaac Newton, son aquellos que tienen una viscosidad constante, es decir, mantienen una velocidad de flujo constante bajo un esfuerzo de corte aplicado constante. Esto significa que la fuerza requerida para mantener una cierta velocidad de deformación es constante. El agua, el aire y la mayoría de los fluidos comunes se consideran newtonianos. Por otro lado, los fluidos no newtonianos no tienen una viscosidad constante y su comportamiento de flujo no puede describirse mediante un único valor constante de viscosidad. Estos fluidos incluyen una amplia gama de sustancias como suspensiones, emulsiones, polímeros y más. Comprender el comportamiento de estos diferentes tipos de fluidos es crucial en diversos procesos industriales e investigaciones científicas.
Fluidos newtonianos
La clasificación de los fluidos newtonianos se basa en su viscosidad constante, independientemente de la velocidad de corte o el esfuerzo. Esto significa que la fuerza requerida para mantener una velocidad de deformación constante es consistente. Ejemplos comunes de fluidos newtonianos incluyen agua, aceite mineral y la mayoría de los gases. En el contexto de la agitación y mezcla, comprender el comportamiento de los fluidos newtonianos es esencial para garantizar el movimiento y la distribución predecibles y consistentes del fluido durante el proceso de mezcla. La agitación de los fluidos newtonianos se ve influenciada por factores como la forma del recipiente, la velocidad y los patrones del mecanismo de agitación y las características específicas del fluido involucrado.
Fluidos no newtonianos
Los fluidos no newtonianos, en cambio, no tienen una viscosidad constante y su comportamiento de flujo no puede describirse mediante un único valor constante de viscosidad. En cambio, su viscosidad depende del esfuerzo aplicado u otros factores que afectan la velocidad de deformación. Esta categoría de fluidos incluye varios subtipos, como los fluidos pseudoplásticos, los fluidos dilatantes y los tixotrópicos, cada uno de los cuales exhibe un comportamiento único en respuesta a la agitación y la mezcla. Comprender la naturaleza específica de los fluidos no newtonianos es crucial para procesos de mezcla efectivos y controlados en diversas aplicaciones industriales, como el procesamiento de alimentos, la fabricación farmacéutica y la producción química.
Movimiento y comportamiento
El comportamiento de los fluidos, tanto en términos de su movimiento como de su respuesta a las fuerzas externas, es un aspecto fundamental de la mecánica de fluidos. Ya sea que el fluido esté en estado de reposo o en movimiento, está sujeto a los principios de la dinámica de fluidos, que rigen su comportamiento e interacciones. El estudio de la mecánica de fluidos es esencial para comprender cómo se mueven los fluidos, las fuerzas que actúan sobre ellos y las formas en que se pueden manipular, incluido el proceso de agitación y mezcla. El comportamiento de los fluidos, particularmente en el contexto de la agitación, está influenciado por una combinación de factores, incluida la naturaleza del fluido, las fuerzas aplicadas y las condiciones específicas en las que ocurre la agitación.
Mecánica de fluidos
La mecánica de fluidos es una rama de la física y la ingeniería que se adentra en el estudio de los fluidos y las fuerzas que actúan sobre ellos. Este campo abarca tanto la dinámica de fluidos, que examina el comportamiento de los fluidos en movimiento, como la estática de fluidos, que se centra en los fluidos en reposo. Dentro del ámbito de la mecánica de fluidos, el estudio de la agitación y la mezcla tiene una importancia significativa en diversas industrias, incluidos los sectores farmacéutico, químico y de alimentos y bebidas. La comprensión de cómo se comportan e interactúan los fluidos con las fuerzas externas es fundamental para optimizar los procesos industriales y garantizar la mezcla eficiente y consistente de sustancias para la producción de una amplia gama de productos.
Ecuaciones fundamentales
Dentro del dominio de la mecánica de fluidos, las ecuaciones fundamentales como las ecuaciones de Navier-Stokes desempeñan un papel fundamental en la descripción del comportamiento de los fluidos, incluida su respuesta a la agitación y el proceso de mezcla. Estas ecuaciones, que se derivan de los principios de la conservación de la masa y el momento, proporcionan un marco matemático para comprender el movimiento de los fluidos y las fuerzas que influyen en su comportamiento. En el contexto de la agitación, estas ecuaciones fundamentales son fundamentales para predecir y analizar el movimiento y la distribución de los fluidos, contribuyendo así al desarrollo de procesos de mezcla eficientes en entornos industriales.
Simulación de flujo
En la era moderna, la simulación de flujos de fluidos se ha convertido en una herramienta invaluable para comprender y optimizar el proceso de agitación y mezcla. Las técnicas de dinámica de fluidos computacional (CFD) permiten a ingenieros e investigadores simular el comportamiento de los fluidos bajo diversas condiciones, incluidos diferentes tipos de sistemas de agitación y mezcla. A través de simulaciones avanzadas, es posible visualizar y analizar los patrones de flujo, la turbulencia y la eficiencia de mezcla dentro de un sistema dado, lo que conduce al perfeccionamiento y mejora de los procesos de mezcla industriales. La aplicación de técnicas de simulación de flujo en el contexto de la agitación y la mezcla representa un avance significativo en el desarrollo y optimización de procesos industriales basados en fluidos. Al aprovechar estas herramientas de simulación, las industrias pueden mejorar la uniformidad y eficiencia de las operaciones de mezcla, lo que conduce a una mayor productividad y calidad del producto.
Agitación
La agitación, en el contexto de la dinámica de fluidos, se refiere al proceso de hacer que un fluido fluya o se vuelva turbulento. Esto se logra comúnmente mediante el uso de agitadores mecánicos, que transmiten energía cinética al fluido, lo que conduce a su movimiento y mezcla. Los propósitos de la agitación son diversos e incluyen actividades como la suspensión de partículas sólidas en un líquido, la mezcla de líquidos miscibles, la dispersión de gases en un líquido y la promoción de la transferencia de calor dentro del fluido. La agitación desempeña un papel crucial en diversos procesos industriales, incluidas aplicaciones químicas y biológicas, donde la distribución uniforme de los reactivos y la mezcla eficiente de sustancias son fundamentales para el proceso en general. La comprensión y el control de los procesos de agitación son fundamentales para lograr el nivel deseado de homogeneización y uniformidad en la mezcla de fluidos, lo que contribuye a la optimización de diversas operaciones industriales.
Propósitos de la agitación
El proceso de agitación sirve para varios propósitos importantes en el contexto industrial. Un objetivo clave es la suspensión de partículas sólidas en un líquido, lo cual es crucial en procesos como la creación de suspensiones, emulsiones y diversas reacciones químicas donde se requiere una dispersión uniforme de reactivos sólidos. Además, se emplea la agitación para mezclar líquidos miscibles, asegurando una mezcla completa y constante, así como para dispersar gases en líquidos, una práctica común en procesos como el tratamiento de agua y la fermentación. Además, se utiliza la agitación para promover una transferencia de calor efectiva dentro de los fluidos, lo que aumenta la eficiencia del proceso en aplicaciones como el procesamiento químico y la gestión térmica. La capacidad de controlar y optimizar la agitación de los fluidos es, por lo tanto, fundamental para el avance de diversos procesos industriales, lo que contribuye en última instancia a una mayor productividad y calidad del producto en varios sectores.
Conclusión
El estudio de los fluidos es parte esencial de los procesos químicos y biológicos, y es crucial para la distribución óptima de reactivos. Los fluidos tienen características y comportamientos únicos que pueden ser manipulados a través de la agitación, la cual tiene diferentes propósitos dependiendo de la etapa del proceso. Comprender los diferentes tipos de fluidos y sus comportamientos es un componente clave en la mecánica de fluidos, una rama importante de la mecánica de medios continuos. En la industria, se utilizan hélices para mezclar agua y partículas, lo que demuestra las aplicaciones prácticas de la mecánica de fluidos y la agitación. En general, el estudio de los fluidos y su movimiento es vital para una amplia gama de campos e industrias.
La desestratificación y la recirculación son dos procesos importantes en los tratamientos de agua. La desestratificación se utiliza para mezclar las capas de agua en un cuerpo de agua, lo que ayuda a distribuir los nutrientes y el oxígeno de manera uniforme. Esto es importante para el crecimiento y el desarrollo de los organismos acuáticos. También ayuda a mejorar la calidad del agua para el consumo humano.
La recirculación se utiliza para mover el agua de un tratamiento a otro, lo que ayuda a ahorrar agua y energía. También se puede utilizar para mejorar la eficiencia de los tratamientos de agua, ya que permite que los microorganismos se concentren en un área determinada.
En el tratamiento de agua potable, la desestratificación se utiliza para mezclar el agua superficial con el agua subterránea. Esto ayuda a distribuir los nutrientes y el oxígeno de manera uniforme, lo que mejora el sabor y la calidad del agua. La recirculación se utiliza para mover el agua de los tanques de almacenamiento a los hogares, lo que ayuda a ahorrar agua y energía.
En el tratamiento de aguas residuales, la desestratificación se utiliza para mezclar las aguas residuales con el aire. Esto ayuda a oxidar los contaminantes, lo que mejora la calidad del agua. La recirculación se utiliza para mover las aguas residuales de un tratamiento a otro, lo que ayuda a ahorrar agua y energía.
La desestratificación y la recirculación son procesos importantes que ayudan a mejorar la calidad del agua. Ambos se pueden hacer con agitadores.
La agitación de una disolución debe ser suficiente para que las moléculas de soluto se disuelvan uniformemente en el disolvente. El grado de agitación necesario dependerá de varios factores, como la solubilidad del soluto, el tamaño de las partículas de soluto, la viscosidad del disolvente y la temperatura.
En general, se puede decir que la agitación debe ser suficiente para que las moléculas de soluto se muevan rápidamente y se dispersen uniformemente en el disolvente. Esto se puede lograr mediante una agitación vigorosa, pero también es posible lograr una buena agitación con una agitación más suave, si se realiza durante un tiempo suficiente.
Algunos consejos para agitar una disolución correctamente son los siguientes:
Empezar con una agitación suave y aumentarla gradualmente hasta que se alcance la disolución deseada.
Agitar durante un tiempo suficiente para que el soluto se disuelva completamente.
Evitar agitar demasiado, ya que esto puede causar la formación de espuma o la descomposición de la disolución.
En el caso de disoluciones que contienen partículas sólidas, es importante agitarlas de forma que las partículas se dispersen uniformemente en la disolución. Esto se puede lograr mediante una agitación que genere un flujo turbulento, que es un flujo irregular que produce una mezcla rápida y eficiente.
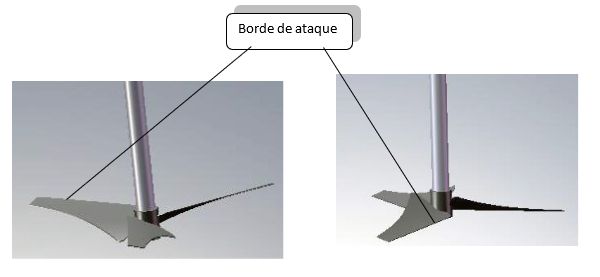
Los agitadores de hélice son una herramienta versátil y eficaz que se puede utilizar para mezclar una amplia gama de soluciones. Además con las hélices de perfil delgado conseguimos un flujo predominantemente axial, bombeo de gran rendimiento y bajo porcentaje de turbulencia.
¿Sabes que es el borde de ataque de una hélice de un agitador? El borde de ataque de una hélice es el borde delantero de la pala. Es el punto que primero entra en contacto con el fluido cuando la hélice está en funcionamiento. El borde de ataque es una parte importante de la hélice. Es el punto donde se produce la mayor parte de la fuerza de elevación o empuje. Por lo tanto, es importante que el borde de ataque esté bien diseñado y fabricado para garantizar un rendimiento óptimo de la hélice. #agitadoresindustriales En el dibujo de la izquierda se ve una hélice impulsante y en el de la derecha una hélice aspirante.
Como ingeniero encargado del diseño de plantas de tratamiento de aguas, es crucial comprender la importancia de los agitadores en este tipo de instalaciones. Los agitadores desempeñan un papel fundamental en la eficiencia y el rendimiento de los procesos de tratamiento de aguas, y su correcta selección y diseño pueden marcar la diferencia en la calidad y el éxito de la planta.
Aquí te explico la importancia de los agitadores en las plantas de tratamiento de aguas:
Mezcla eficiente: Los agitadores aseguran una mezcla eficiente de los componentes químicos y biológicos en el agua que se está tratando. Al agitar los reactivos y los sedimentos, se promueve una distribución homogénea de los mismos, lo que resulta en una mayor efectividad de los procesos de coagulación, floculación, precipitación y sedimentación.
Mejora de la calidad del agua: Los agitadores permiten una adecuada dispersión y mezcla de los productos químicos utilizados en el tratamiento del agua, como floculantes, coagulantes o desinfectantes. Esto asegura una reacción química uniforme y completa, lo que a su vez mejora la eliminación de contaminantes, bacterias y sólidos suspendidos, resultando en una mayor calidad del agua tratada.
Prevención de acumulación de sedimentos: En los tanques de sedimentación, los agitadores evitan la acumulación de sedimentos en el fondo, evitando que se formen capas de lodo o material no deseado. Al mantener una suspensión constante, los agitadores ayudan a mantener la capacidad de tratamiento y evitan la obstrucción de las tuberías y equipos.
Optimización de la eficiencia energética: Al diseñar y seleccionar los agitadores adecuados para la planta de tratamiento de aguas, se puede lograr una mayor eficiencia energética. Los agitadores modernos están diseñados para minimizar el consumo de energía y maximizar la mezcla con la menor potencia posible, lo que resulta en ahorros significativos a largo plazo.
Flexibilidad y adaptabilidad: Los agitadores ofrecen flexibilidad en términos de ajuste y adaptabilidad a diferentes condiciones de operación. Pueden ser configurados para adaptarse a diferentes volúmenes de agua, densidades y características específicas del proceso de tratamiento, lo que brinda a los ingenieros la capacidad de optimizar el rendimiento de la planta según las necesidades particulares.
En resumen, los agitadores desempeñan un papel esencial en el diseño de plantas de tratamiento de aguas. Garantizan una mezcla eficiente, mejoran la calidad del agua tratada, previenen la acumulación de sedimentos, optimizan la eficiencia energética y ofrecen flexibilidad en la adaptación a las condiciones de operación. Como ingeniero, es fundamental considerar cuidadosamente la selección y diseño de los agitadores para lograr el rendimiento óptimo de la planta de tratamiento de aguas y cumplir con los estándares requeridos en cuanto a calidad y eficiencia.